

Stampi per la finitura in autoclave, stampati in 3D per l’industria automotive
Giugno 2023
Stampi per la finitura in autoclave, stampati in 3D per l’industria automotive
Giugno 2023

Le applicazioni degli stampi in composito sono molteplici e la loro produzione comporta solitamente processi e una catena di fornitura complessi, con un ampio numero di produttori coinvolti. Le industrie automobilistica e aerospaziale fanno largo uso di attrezzature, stampi, maschere e dime con specifiche caratteristiche funzionali e tecniche; pertanto, gli OEM di questi settori sono tra i primi a sperimentare le tecnologie di stampa 3D di grande formato.
Questo progetto introduce il ruolo chiave del cure tooling e le potenzialità dell’Additive Manufacturing per lo stampaggio di pre-impregnati termoindurenti in un segmento di alta gamma come quello della produzione di supercars.
Gli stampi per la polimerizzazione svolgono un ruolo essenziale nella produzione di componenti automobilistici, consentendo la laminazione della fibra di carbonio di parti chiave come le carrozzerie e le coperture delle auto, che richiedono precisione e accuratezza. Questo tipo di attrezzature viene progettato su misura in base alla forma determinata della sezione finale dell’auto, assicurando la conformità alle specifiche richieste.
Uno dei maggiori vantaggi della manifattura additiva, se applicata ai tool, è la possibilità di produrre direttamente lo stampo su cui verrà modellato e laminato il pezzo finale. Rispetto alla produzione tradizionale, ciò significa tagliare alcune fasi del processo, come la produzione del modello master. Inoltre, la flessibilità in fase di progettazione permette di ottenere una forma maneggevole e di ridurre il peso totale, consentendo di semplificare la logistica per lo spostamento e lo stoccaggio di questi pezzi nel sito di produzione. Nella maggior parte dei casi, dopo la stampa, il pezzo viene rifinito con CNC per raggiungere la rugosità superficiale e le tolleranze dimensionali necessarie sulla sua superficie lavorabile. Ciò consente anche di dotarlo di scanalature per rifilare il componente finale direttamente sullo stampo.
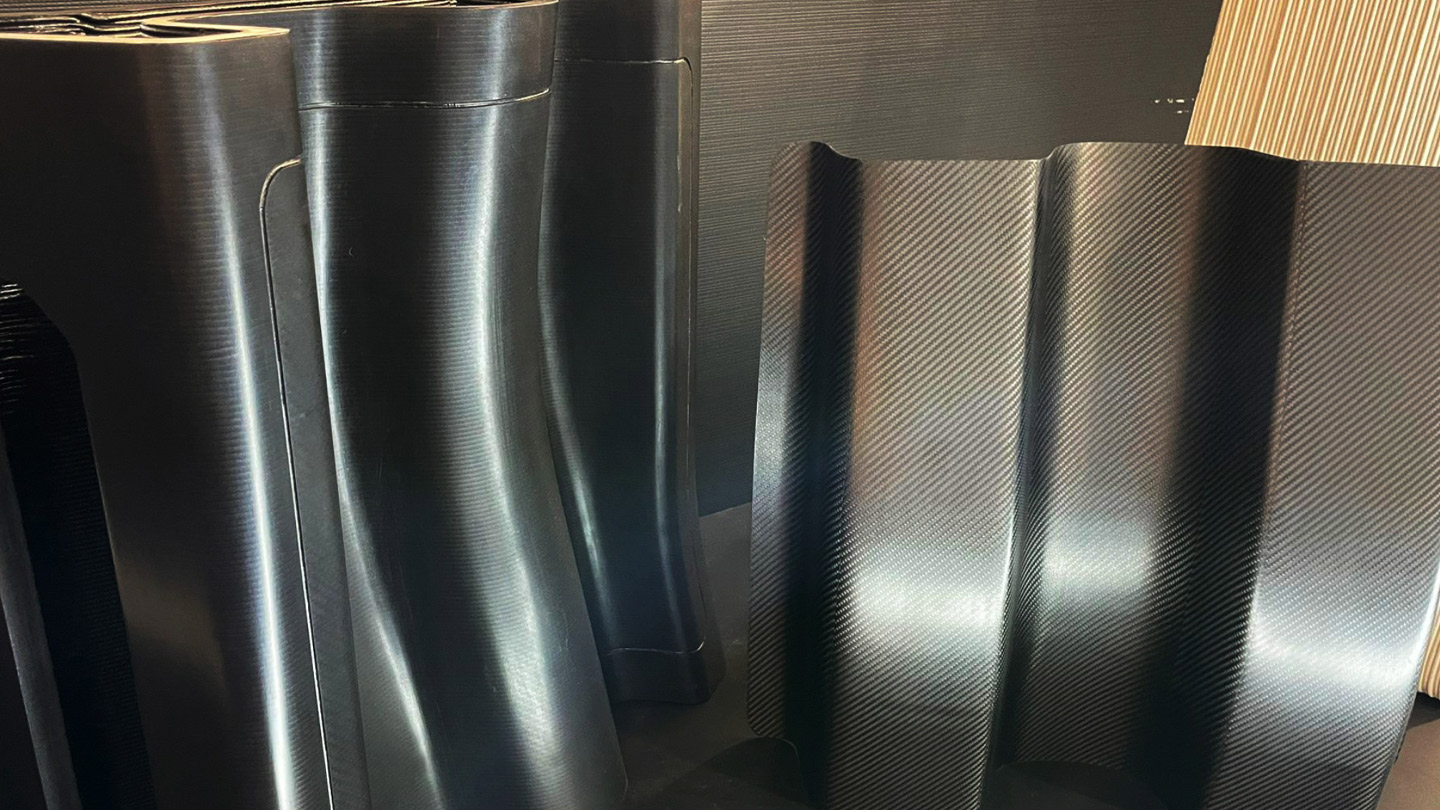
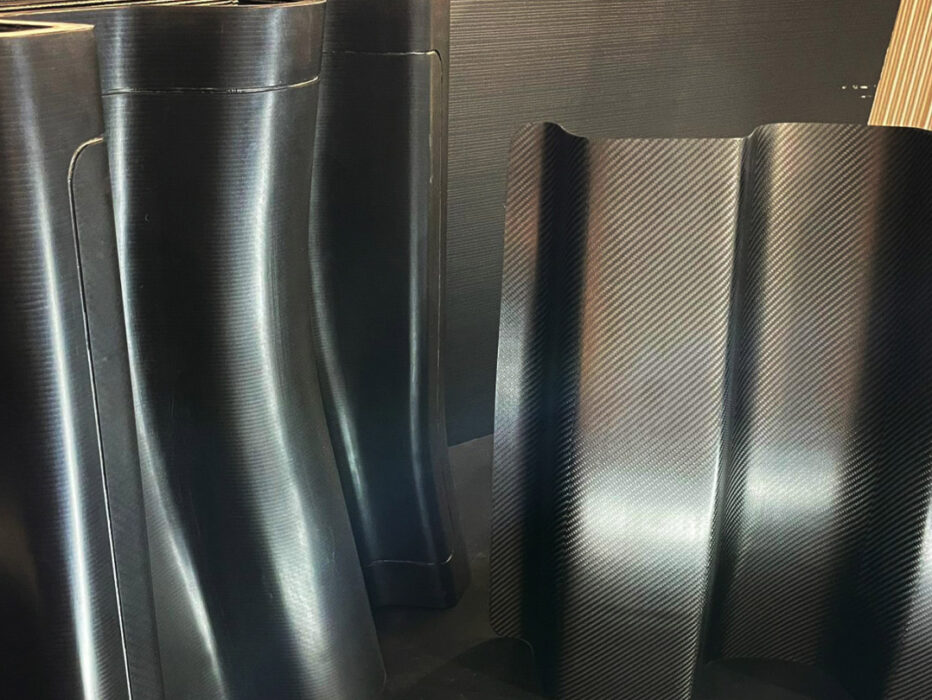
Questo specifico stampo per la polimerizzazione, utilizzato per produrre la copertura in fibra di carbonio dei carter di una supercar, è stato sviluppato in collaborazione con Airtech.
Esso è stato infatti realizzato con il materiale Airtech Dahltram C250-CF, un policarbonato (PC) rinforzato con il 20% di fibra di carbonio (CF). Questo composito offre ottime proprietà termiche e meccaniche ed è qualificato per i processi in autoclave a media temperatura, in quanto può raggiungere i 180° C e i 6 bar in termini di temperatura e pressione di esercizio, garantendo la stabilità in diversi ambienti industriali e nel tempo. Lo strumento è stato utilizzato con successo per testare e laminare il pezzo finito in fibra di carbonio.
01. Stampi per la finitura in autoclave, stampati in 3D per l’industria automotive
02. Stampi per la finitura in autoclave, stampati in 3D per l’industria automotive
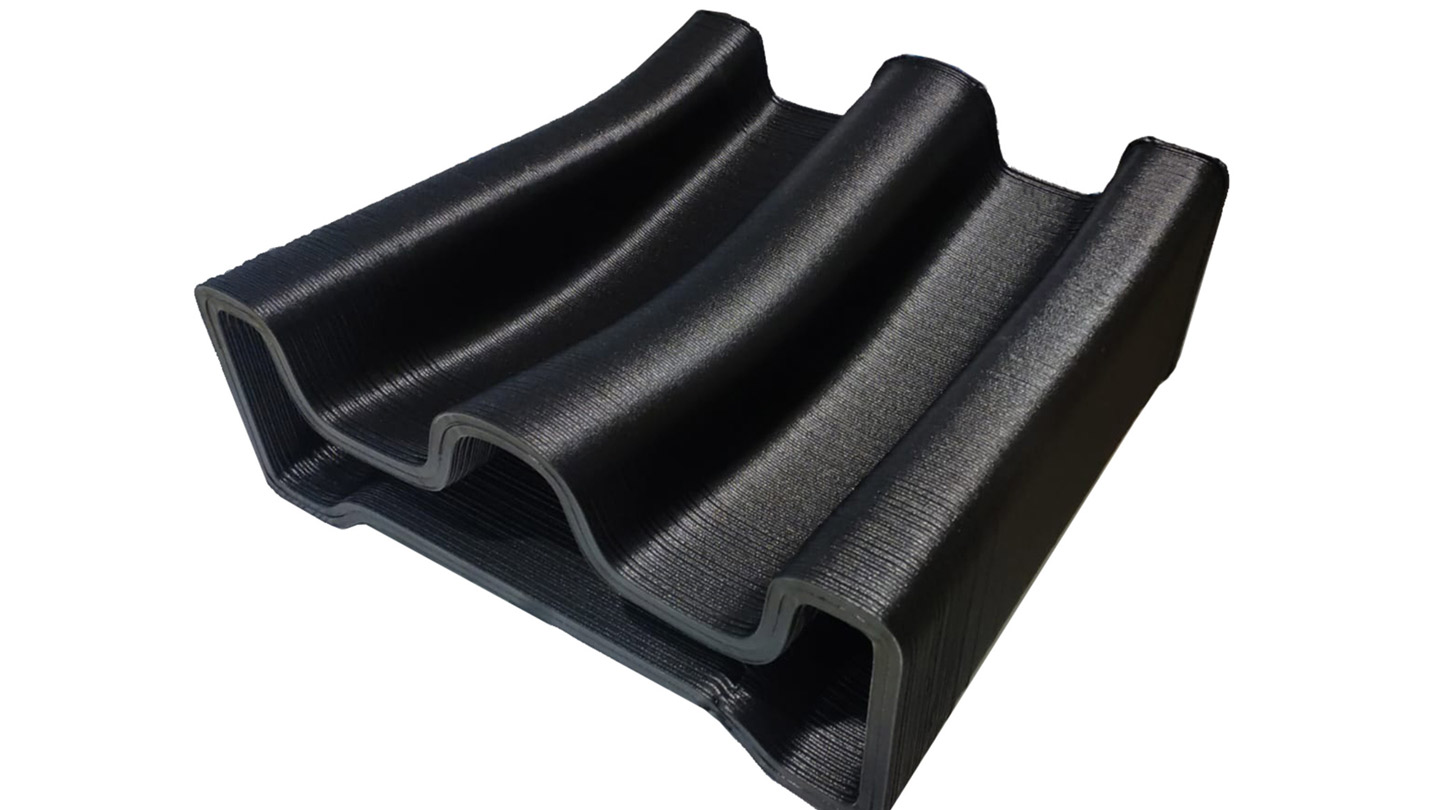
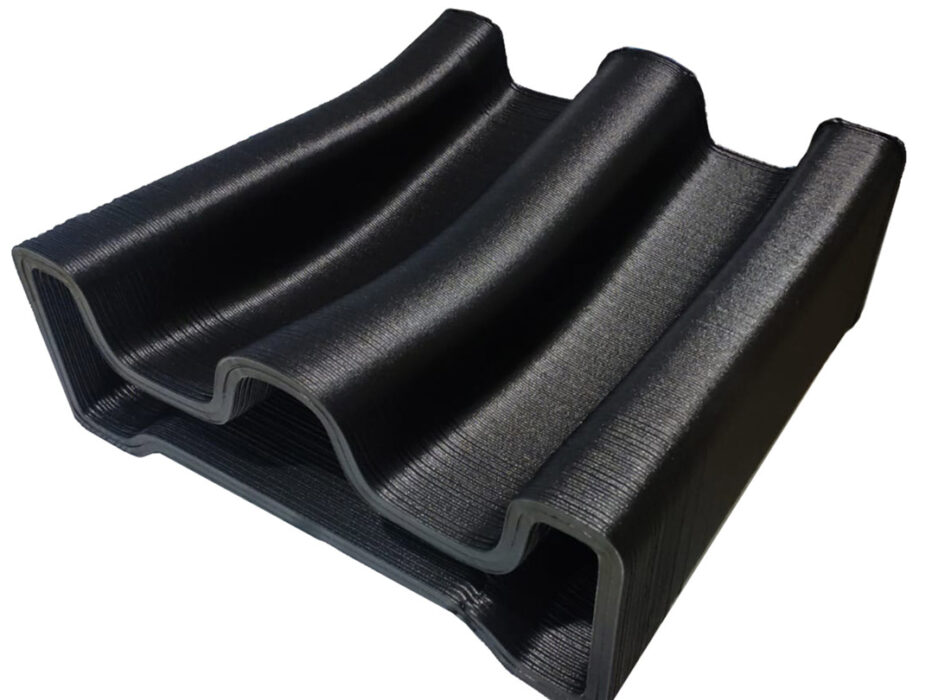
La piattaforma <strong<>Heron AM di Caracol lavora materiali avanzati come il Dahltram C250-CF di Airtech e molti altri compositi sotto forma di granuli. Il sistema può essere installato con diverse configurazioni, teste di estrusione, dimensioni degli ugelli, per determinare il rendimento complessivo e le specifiche di produzione che rendono il processo produttivo il più efficiente possibile. Per questo progetto, la configurazione Heron 300 con estrusore HF (High Flow) è stata utilizzata per stampare in 3D la parte, la cui superficie lavorabile è stata poi rifinita con un CNC tradizionale.
Grazie ai 6 assi della piattaforma e al raggio d’azione del braccio robotico di diversi metri, il sistema è in grado di stampare pezzi complessi e di grande formato in un unico ciclo di lavoro, senza bisogno di assemblare o programmare più cicli. I vantaggi complessivi sono una notevole riduzione degli scarti, un miglioramento dei tempi di consegna e una riduzione dei costi di produzione. Inoltre, gli OEM possono trarre vantaggio dal miglioramento delle prestazioni dello specifico pezzo finito e del processo complessivo.
Applicando la tecnologia di fabbricazione additiva alla produzione di hypercar, Heron AM porta una significativa ottimizzazione del processo e sostenibilità sia per i grandi volumi che per le produzioni di nicchia e di lusso.
Caratteristiche principali:
TECNOLOGIA: LFAM Heron AM con estrusore HF + CNC in post produzione
MATERIALE: PC CF
DIMENSIONI: 500x500x200 mm
RUGOSITÀ DELLA SUPERFICIE: 0.8 μm
TOLLERANZA DIMENSIONALE: 0.2mm
PESO: 21kg, diminuzione di più del 60%
MATERIALE DI SCARTO: diminuzione di più del 70%
TEMPO DI CONSEGNA: da 8 a 2 settimane = riduzione del 80%
COSTO: risparmio del 50%


STAMPA 3D DI GRANDE FORMATO INDUSTRIALE
Altri casi studio
Scopri i nostri progetti
-

Casi studio. Cloud Chair: sostenibilità e design prendono forma con la stampa 3D
-
Casi studio. Sangiorgio ridefinisce la produzione di sovrastrutture per yacht con la tecnologia LFAM
-
Casi studio. Utilizzare la tecnologia robotica LFAM per produrre le griglie aerodinamiche di Pershing GTX116
-
Casi studio. Duqueine stabilisce nuovi standard nello sviluppo di auto da corsa
-
Casi studio. Il primo catamarano monolitico prodotto tramite produzione additiva con V2 Group
-
Casi studio. Lampada Gosper: la tecnologia LFAM innova il design dell’illuminazione
-
Casi studio. Stacked modules: la stampa 3D incontra l’artigianato per ridefinire l’industria dell’arredamento
-
Casi studio. Alstom rivoluziona la produzione dei banchi di guida dei treni grazie al LFAM
-
Casi studio. Mock-up in scala 1:5 del muso di un treno realizzato con Alstom
-
Casi studio. Innovare la produzione di tool industriali con la stampa 3D di grande formato
-
Casi studio. Coclea trasportatrice personalizzata per macchinari industriali
-
Casi studio. Flangia a collo multimateriale per l’industria petrolifera e del gas
-
Casi studio. Vipra AM per la produzione di eliche marine
-
Casi studio. Stampi in autoclave per la polimerizzazione ad alta precisione nel settore aerospaziale
-
Casi studio. Tubazioni per l’industria energetica stampate in 3D
-
Casi studio. La prima passerella marina stampata in 3D certificata ISO
-
Casi studio. Personalizzazione e sostenibilità con la stampa 3D robotica per complementi d’arredo
-
Casi studio. Van Venrooy e Caracol stampano in 3D parti finite per veicoli personalizzati
-
Casi studio. Applicare la tecnologia LFAM alla produzione industriale avanzata nel settore automotive
-
Casi studio. Volare alto con gli stampi per autoclave prodotti con LFAM, per la produzione di parti aerospaziali in materiale composito
-
Casi studio. Come i mock-up di grandi dimensioni stampati in 3D portano innovazione nell’industria automobilistica
-
Casi studio. Stampi prodotti in 3D per la fabbricazione di aeromobili
-
Casi studio. Caracol lavora per colmare il divario sulla produzione sostenibile
-
Casi studio. Serbatoi pressurizzati aerospaziali, realizzati con tecnologia WAAM
-
Casi studio. Sovrastrutture per yacht – Griglie d’aria
-
Casi studio. Stampi per la laminazione di turbine eoliche
-
Casi studio. Beluga – La prima barca a vela stampata in 3D
-
Casi studio. Torre Capitolare
-
Casi studio. Yamamay Totem
-
Casi studio. Valentino Rossi riceve un casco gigante stampato in 3D da Caracol AM
-
Casi studio. Serbatoio per satelliti D-Orbit
-
Casi studio. Dima di attrezzaggio per l’aerospazio
-
Casi studio. Caracol a Isola Digital District 2020
-
Casi studio. Upcycling – Maire Tecnimont
-
Casi studio. 3D Bar
-
Casi studio. Alettone per auto da corsa



































